

Closed loop control
In general, a closed-loop control system is used for
bringing a specified physical quantity (control variable, r) to a desired value (set value, s) and maintaining it at this level by measuring and adjusting the actual value (i). The closed-loop continuously performs the tasks of measurement, comparison and adjustment.
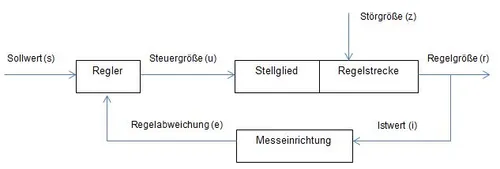
In order to execute a control task, the actual value must be measured by a measuring device, then compared with the set value and adjusted by means of an actuator in the event of any deviations. The actual value of the control variable is measured by a measuring device. Then the difference between actual and set values is determined. This is described as the control deviation (e = s – i) and represents the actual input variable for the controller. Based on its transfer function, the controller calculates a control parameter (u) that drives the actuator, which is part of the control path. Consequently, the control path is the part of the overall system affected by the controller. It begins at the actuation point (at the position where the actuator intervenes in the action chain) and ends at the measuring point (at the position where the control variable is measured). A control process is triggered either by a change in the set value or by the effects of a disturbance. A disturbance could be, for example, a sudden change in the ambient temperature. The variable that causes the disturbance is referred to as the disturbance variable (z). Every change in the disturbance variable leads to a change in the actual value, which in turn triggers a control process to return the system to the desired state.
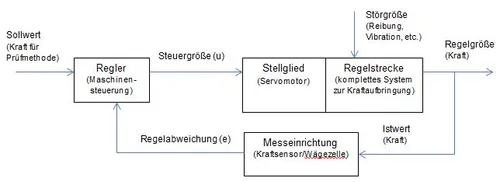
In hardness testing, a closed-loop control system for force application could therefore look like this (see illustration):
Load application Closed loop control
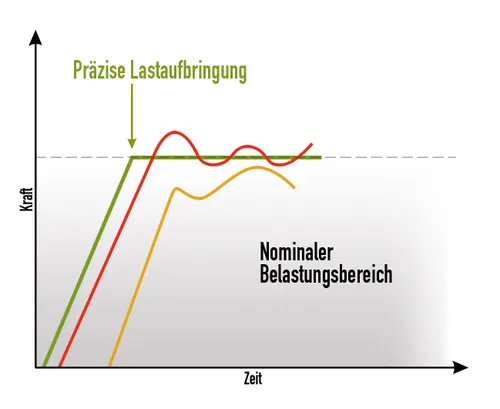
The principle of electronically controlled and permanently monitored load application by means of a closed loop control offers decisive advantages for hardness testers.
- The force is applied precisely and monitored continuously, which prevents overshooting when the indenter is applied on the one hand and ensures high insensitivity to vibrations on the other.
- The entire test cycle is electronically controlled, guaranteeing high repeatability independent of the operator.
- In addition, the times for pre-load and main load, which are strictly regulated in the ISO and ASTM series of standards, can be guaranteed to be adhered to, which is not the case with manual test triggering.
This might also be of interest to you

Dead weight with closed-loop control system
learn more
